

Internal threads
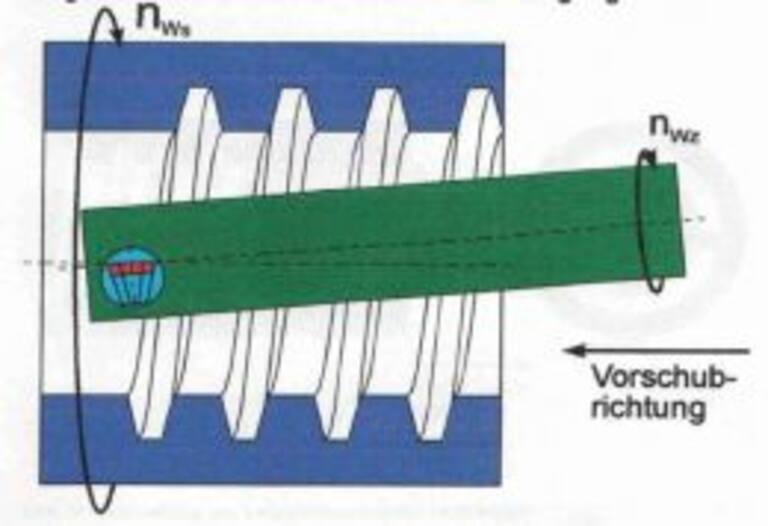
As to the chip formation process, there is no difference between internal and external whirling. However, the design of the groups and machines used for machining the internal contours differ considerably with regard to the tool inclination relatively to the workpiece pitch. Depending on workpiece length and inside diameter as well as pitch angle, Burgsmüller has developed three different processes described in the following:
For minor pitch angles and low ratios between workpiece length and inside diameter, it is sufficient to swivel the entire group about the pitch angle. The figure also shows the limits of this process: with major machining lengths, the outside diameter of the drive shaft (whirling mandrel) would touch the beginning of the bore. In marginal cases, the whirling mandrel can be corrected by turning out which affects, however, the stability of the mandrel so that this measure should be applied to a limited extent only.
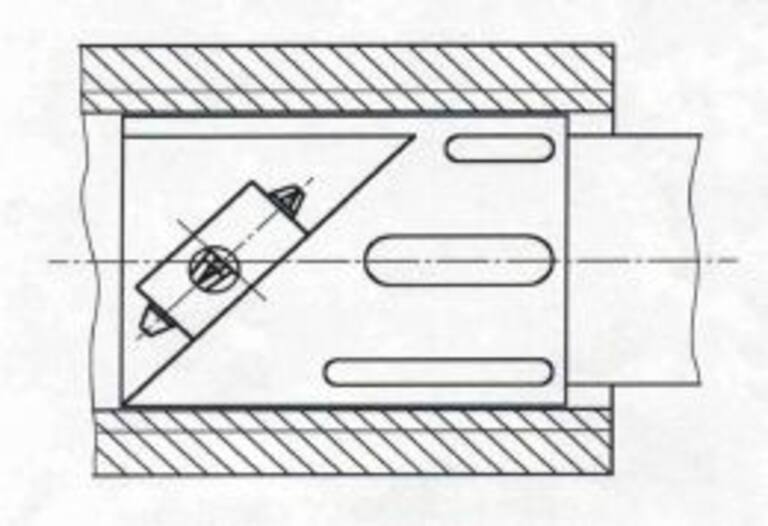
A solution to this problem is shown in the adjoining figure:
the whirling tool in the tool head is already inclined by the pitch angle. With this design, the maximum machining length only depends on the guide tube of the whirling head. In addition, the fact that the tool head is supported by the inside diameter of the workpiece produces a positive effect thus ensuring reliable and reproducible cutting conditions.
Exchangeable guide bars arranged within the tool head provide rapid and precise adjustment to the inside diameter. In this case however, there are certain restrictions to be taken into consideration with regard to the adjustable tool inclination. This inclination is defined by the tool bearing unit and can be compensated within a certain range by profiling the cutting edges. In addition, the minimum possible bore diameter is determined by the necessity to integrate the bearing and gear unit in the tool head. For this reason, contours with an inside diameter of below 95 mm cannot be machined.